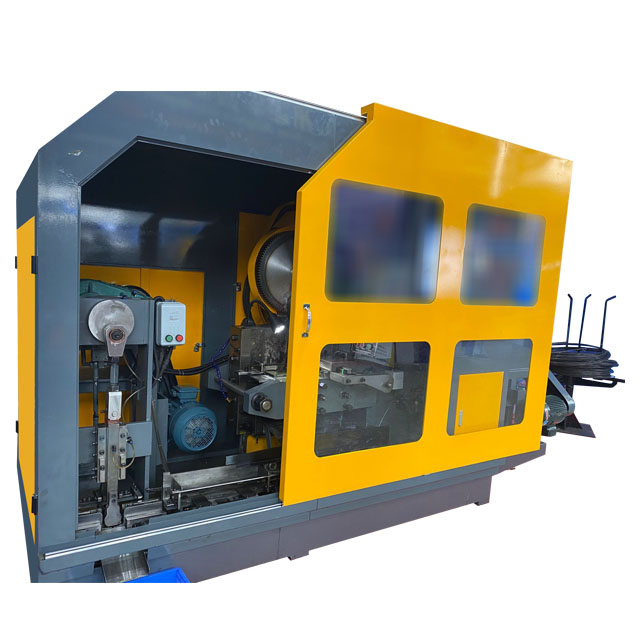
Ronen® fyrkantig mutterformningsmaskin hjälper tillverkare att forma metallämnen i fyrkantiga nötter. Den bildar först råmaterialet till en fyrkant och lägger sedan in interna trådar - allt på en gång. Ladda bara råmaterial i mataren och ställ in storleken.
Square Nut Forming Machine är specifikt utformad för att trycka metalltråd i fyrkantiga muttersämnen. Det kräver inte uppvärmning. Istället bildas det direkt genom att pressa genom en form, och processen är mycket konsekvent. Kolstål, rostfritt stål och koppartråd kan alla bearbetas.
Square Nut Forming Machine är en kall smidningspress som används för tillverkning av fyrkantiga nötter. Den använder ståltråd, rätar ut den, skär den i exakta tomma ämnen och använder sedan högt tryck för att kalla dessa tomma ämnen i rutor. Denna process innebär att uppröra metallen och stansning av ett centralt hål utan att värma upp materialet och därigenom bilda en mutter tomt som är lämplig för trådbearbetning.
Den fyrkantiga mutterbildningsmaskinen börjar med tråd eller arkmaterial. Avlindningsmaskinen matar tråden in i den rätanordningen för att eliminera eventuella krökningar. Sedan klipper precisionshjulingsmaskinen tråden i tomma ämnen av en specifik längd. Konsistensen i dessa tomma längder är avgörande eftersom den bestämmer mängden metall som används för att forma den fyrkantiga mutterkroppen till rätt storlek.
Maskinen förlitar sig på härdade verktygsstålformar och stansar. Formarna har fyrkantiga hålrum för att definiera de yttre dimensionerna på muttrarna. Dessa formar upplever vanligtvis betydande slitage, särskilt vid skarpa hörn. För att upprätthålla kvaliteten på fyrkantiga konturer och effektivt undvika produktfel är regelbundna mögelinspektioner, systematiskt underhåll och exakt slipning avgörande.
| Specifikation | Enhet | 11b | 14b | 17b | 19b | 24b | 27b | 30b | 33b | 36b | 41B |
| Smide | Inga. | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| Max avstängning | mm | 11 |
15 |
17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Kick-out | mm | 20/30/40 | 20/30/40 |
25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 |
40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Pit | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Smide | Ton | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Produktionsstorlek |
|
M3-m6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Produktion | min/datorer | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Huvudmotor | Hp | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Smörjning | Hp | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Smörjmedel | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Ca | Ton | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
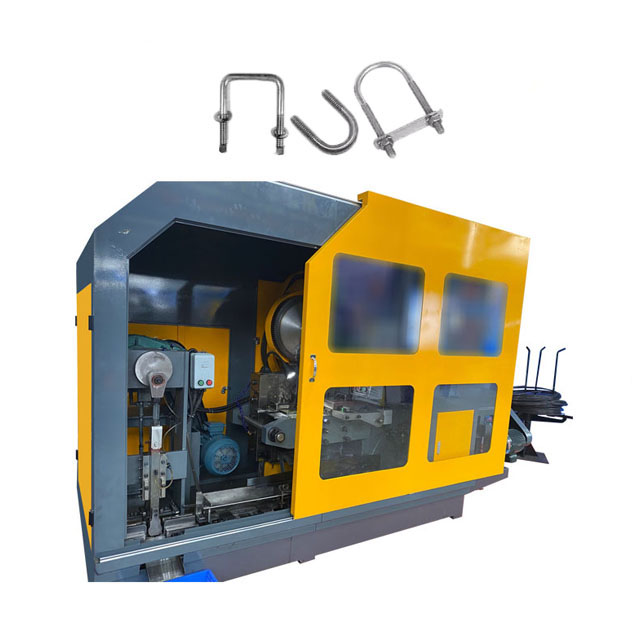
Försäljningspunkten för den fyrkantiga mutterbildningsmaskinen är att den är specifikt utformad för att tillverka fyrkantiga nötter, med perfekt formade former och betydande materiella besparingar. Dess mögel gjordes exakt enligt dimensionerna på fyrkantiga nötter. De pressade muttrarna har släta ytor på alla sidor och hörnen är också fyrkantiga. Det är kallt extrudering. Det finns inget behov av att avbryta överskottsmaterialet. Användningshastigheten för tråden kan nå över 90%, vilket innebär att mycket mindre material slösas bort jämfört med skärning.