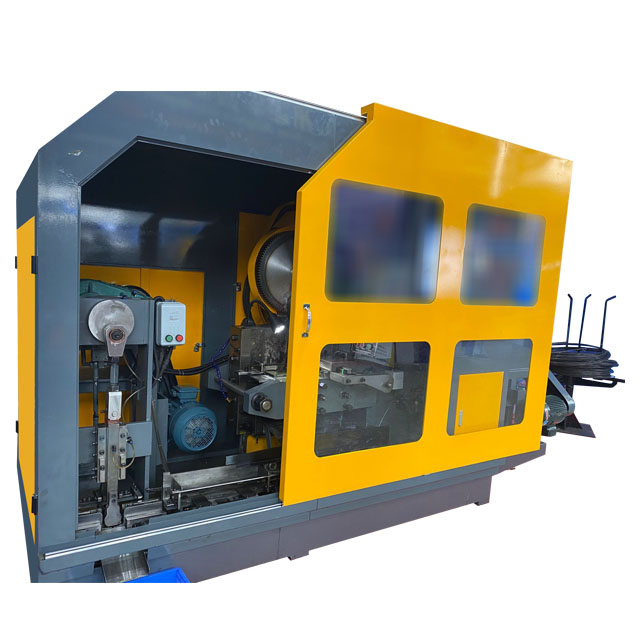
Ronen® – en nyckelleverantör – Cold Forging 5-Stations Bolt Former Machine formar bultämnen genom fem kallbearbetningssteg: trådkapning, rubbning, huvudformning, trimning och axelslipning. Sätt bara in tråden i matningsmaskinen, ställ in den så går den automatiskt.
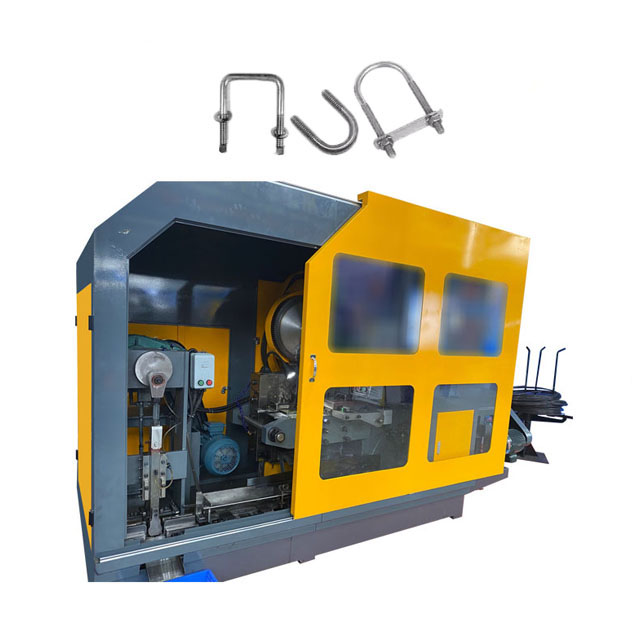
Cold Forging 5-Stations Bolt Former Machine förvandlar metalltråd till bultämnen genom fem på varandra följande kallextruderingsstationer. Det som tillverkades var ett bultämne med hela huvudet och skaftet fäst. Detta kan sedan användas för efterföljande gängningsoperationer.
De fem stationerna i Bolt Former Machine har tydligt definierade uppgifter: Station 1 skär av tråden och pressar ut små utsprång (huvudets ursprungliga form); Station 2 förspänner huvudet för att göra formen tydligare; Station 3 bearbetar stavdelen (såsom utpressning av reduktion eller steg); Station 4 finpressar huvudets detaljer; Station 5 slutför formningen av stavdelen och huvudet. Hela processen kräver inte uppvärmning; den utförs direkt i kallt tillstånd.
Maskinen kan forma metalltråden utan behov av uppvärmning. Den automatiserade utrustningen drar först ut metalltråden, skär den i specifika längder efter behov och transporterar den sedan till fem olika bearbetningsstationer i sekvens. Varje station utför specifika operationer, såsom att forma huvudet eller sätta in stavdelen, vilket slutligen formar bulten.
Underhållsfokus för Cold Forging 5-station Bolt Former Machine ligger i transportmekanismen och formarna. Mekanismen för att flytta bultämnena mellan stationer måste hållas exakt, och slitaget på smidesformarna måste kontrolleras för att säkerställa att bultarna uppfyller specifikationerna.
Egenskapen hos Cold Forging 5-Stations Bolt Former Machine är att den har omfattande stationsfunktioner och är mycket anpassningsbar till olika material. 1-2-positionen är för rörhuvudet och 3-5-positionen är för rörkroppen. Den kan hantera bultar från enkla runda huvuden till de med steg. Trycket som appliceras på varje arbetsstation kan justeras oberoende, och det kommer inte att orsaka att tråden spricker.
| Modell | Enhet | RNBP-65S | RNBP-85S |
RNBP-105S |
RNBP-135L |
RNBP-135L |
RNBP-135LL |
RNBP-165S |
| Smidesstation | INGA. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Smideskraft | Kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Max.cut-off dia | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Max.klipplängd | mm | 105 | 115 | 135 | 185 | 195 | 265 | 190 |
| Utgångshastighet | st/min | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| R.K.O. Stroke | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| K.O. Stroke | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Huvudsaklig ramslag | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Huvudmotoreffekt | Kw | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Övergripande dämpning. av avskuren tärning | mm | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| Övergripande dämpning. av punch die | mm | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x30L |
Ø60x229L |
Ø75x185L |
| Övergripande dämpning. av huvudmatrisen | mm | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185K |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Die pitch | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Ca. vikt | Ton | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Tillämplig bult dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 10-16 |
| Skaftlängd på ämnet | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Övergripande dämpning | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |