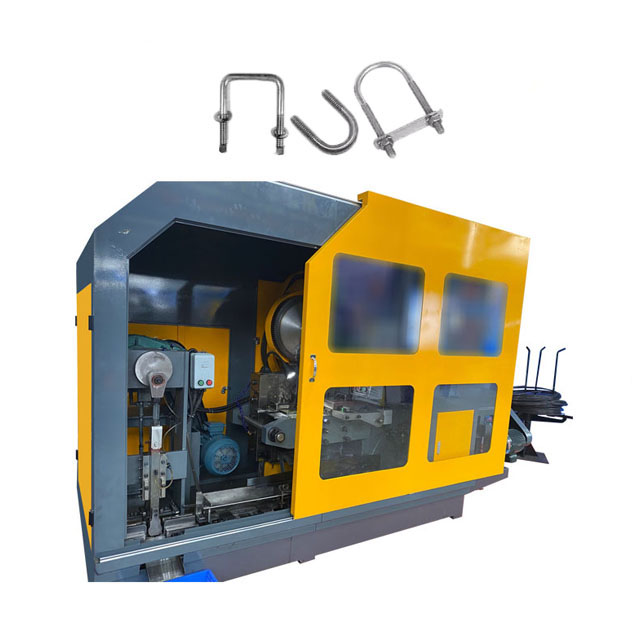
Leverantören Ronen® tillhandahåller 4 Die 4 Station Bolt Former, som bildar bultämnet i fyra steg: det första steget är att skära av tråden, det andra steget är att sträcka ut ämnet, det tredje steget är att forma bulthuvudet och det fjärde steget är att trimma de överflödiga delarna. Det finns ingen anledning att flytta på råvarorna.
4 Die 4 Station Bolt Former använder fyra separata stationer och motsvarande formar för att kallforma metalltråden till bultämnen. Den tillverkar bultar genom att trycka metall genom fyra formningssteg. Metalltråden kommer in från ena änden, skärs av och passerar sedan genom varje arbetsstation.
Placera en rulle tråd i bultformaren och formningsprocessen kan börja. Maskinen skär automatiskt av en trådsektion och matar in den i de fyra stationerna. Vid varje stopp trycker ett verktyg på metallen, ändrar dess form och förvandlar den enkla tråden till en komplex bult.
4 Die 4 Station Bolt Former använder en kall smidesprocess, vilket gör att metallen kan formas utan behov av uppvärmning. Eftersom metallens inre struktur komprimeras och omformas, resulterar detta i en mer robust slutprodukt. Fästelementen som tillverkas på detta sätt är extremt starka och hållbara.
En av nyckelkomponenterna i bultformaren är överföringsfingret. Denna komponent plockar upp de ofullbordade bultarna och flyttar dem exakt från en station till nästa. Om denna mekanism inte är korrekt inriktad kommer bultarna inte att formas korrekt. Dess processflöde är progressivt. Den första stationen kan börja bilda huvudet, nästa station fullbordar huvudet, en annan station bearbetar spetsen och den sista stationen börjar bearbeta trådarna.
| Modell | Enhet | RNBP-65S | RNBP-85S | RNBP-105S | RNBP-135L | RNBP-135L | RNBP-135LL | RNBP-165S |
| Smidesstation | INGA. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Smideskraft | Kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Max.cut-off dia | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Max.klipplängd | mm | 105 | 115 | 135 | 185 | 190 | 265 | 190 |
| Utgångshastighet | st/min | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| P.K.O. Stroke | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| K.O. Stroke | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Huvudsaklig ramslag | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Huvudmotoreffekt | Kw | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Övergripande dämpning. av avskuren tärning | mm | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| Övergripande dämpning. av punch die | mm | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115l |
Ø60x130L |
Ø60x229l |
Ø75x185l |
| Övergripande dämpning. av huvudmatrisen | mm | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Die pitch | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Ca. vikt | Ton | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Tillämplig bult dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 10-16 |
| Skaftlängd på ämnet | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Övergripande dämpning | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |

Egenskapen hos 4 Die 4 Station Bolt Former är att arbetsstationerna är väl koordinerade och att formbytet går snabbt. Rörelserna för de fyra arbetsstationerna är exakt koordinerade av mekanisk koppling. När den föregående arbetsstationen är klar med bearbetningen, flyttas arbetsstycket automatiskt till nästa utan att det blir felinriktat eller fastnar.