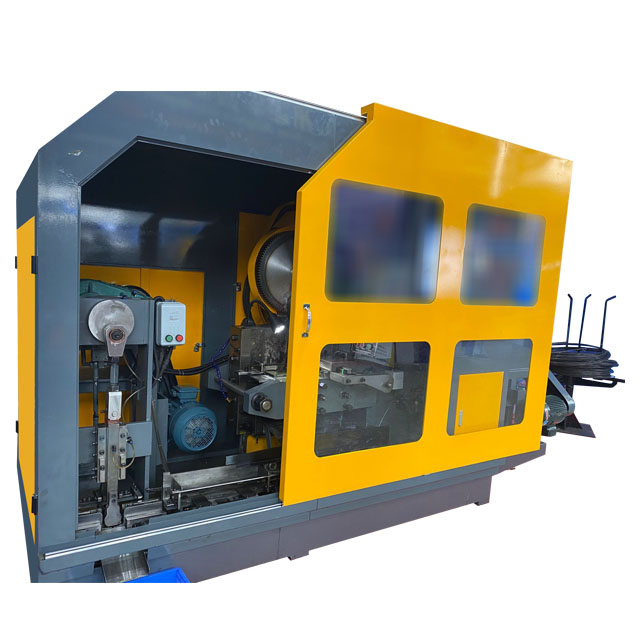
11b 6 Station Nut Former Machine från leverantören Ronen® består av sex steg: trådskärning, extrudering, hexagonformning, stansning, kantklippning och slutlig polering. Det finns ingen anledning att flytta råvarorna mellan olika verktyg. Maskinen går automatiskt och kräver ingen kontinuerlig övervakning.
11b 6 Station Nut Former Machine bearbetar ståltråd till färdiga muttrar genom sex på varandra följande arbetsstationer. Den skär av det råa trådmaterialet och formar det gradvis genom processer som rubbning, formning och gängning. Denna kontinuerliga process kan slutföras inom en automatiserad cykel.
Nut Former Machine har fasta arbetsuppgifter för sina sex stationer: 1:a stationen för matning och skärning, 2:a station för förböjning till en rund form, 3:e station för att forma prototypen av den inre kaviteten, 4:e station för att avsluta formen, 5:e station för avfasning av det inre hålet och ytterkanten, 6:e stationen för slutformning.
När du använder 11b 6 Station Nut Former Machine är det första steget att ladda trådspolen. Maskinen matar automatiskt tråden, kapar den efter längden och transporterar ämnet genom alla sex formningsstationer. Varje station utför en specifik formningsoperation och formar gradvis hela muttergeometrin.
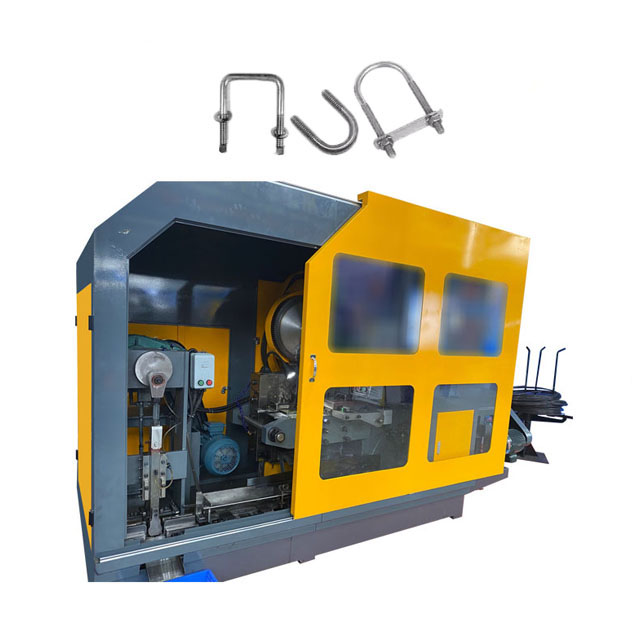
Nut Former Machine använder kallsmideteknik för att forma nötter vid rumstemperatur. Denna process använder arbetshärdningsteknik för att effektivt förbättra styrkan hos metallmaterial samtidigt som materialspillet minimeras. Denna maskin har flexibla funktioner och stödjer tillverkning av en mängd olika nötter. Den kan bearbeta vanliga typer som sexkantiga muttrar och flänsmuttrar, och kan också anpassa produktionen av specialformade muttrar för att täcka olika användningsbehov.
| Specifikation | Enhet | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Smidesstation | Inga. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Max Cut-Off Dia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Kick-out längd | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Dies Pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Smideskraft | Ton | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Produktion |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Produktion | min/st | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Huvudmotor | Hp | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Smörjmotor | Hp | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Smörjmedel | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Ca Vikt | Ton | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
11b 6 Station Nut Former Machines försäljningsargument är "Just enough without waste", och den är lämplig för små och medelstora batchorder. Om du vill ändra specifikationerna behöver du bara justera formarna och skärlängderna vid varje arbetsstation. Det finns ingen anledning att vänta på en specialiserad tekniker. Vid kallrubrikformning finns det dessutom inget avfall. Användningsgraden för en enda tråd kan nå över 95 %, vilket är mer materialeffektivt än skärande bearbetning.