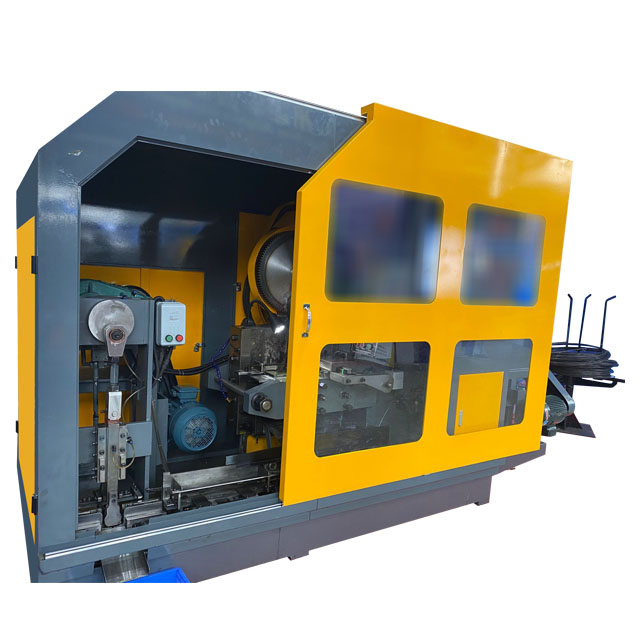
Nitmaskinen är specifikt utformad för att producera olika typer av nitar. Först matas metalltråden in i maskinen, som sedan skärs i små delar av en fast längd. Därefter pressas den genom en form för att forma en eller båda ändarna av tråden i huvudformen på en nit.
Nitmaskinen är specifikt utformad för att producera olika typer av nitar. Först matas metalltråden in i maskinen, som sedan skärs i små delar av en fast längd. Därefter pressas den genom en form för att forma en eller båda ändarna av tråden i huvudformen på en nit.
Produktparameter (specifikation)
| Modell |
Enhet |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19B-6S |
WH-NF 24b-6s |
WH-NF 33B-6S |
WH-NF 41B-6S |
| Smide |
INGA. |
6 | 6 | 6 | 6 | 6 | 6 |
| Över lägenheter |
mm |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Lämplig hexmutter |
FRÅN |
M3-m6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Avbrott |
mm |
11 | 16 | 19 | 24 | 31 | 40 |
| Pit |
mm |
50 | 60 | 80 | 100 | 140 | 165 |
| Smide |
Ton |
60 | 90 | 135 | 230 | 360 | 450 |
| Huvudmotor |
Hp |
15 | 20 | 50 | 75 | 150 | 200 |
| Smörjmotor |
Hp |
1.5 | 1.5 | 1,5 3 | 1,5 3 | 3 | 3 |
| Installerad mängd |
UPPSÄTTNING |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Smörjmedel |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Ca |
Ton |
4.5 | 8 | 14 | 25 | 45 | 72 |
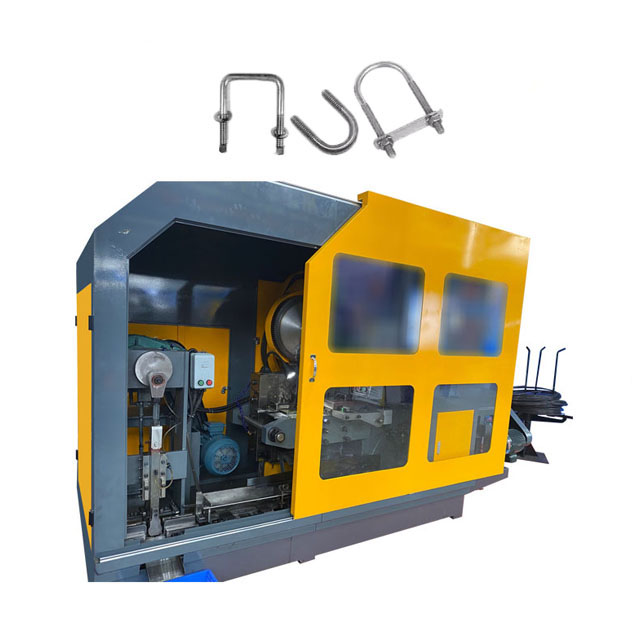
Funktionerna i nitmaskinen är ganska uppenbara. Mögelbytet är mycket bekvämt. För att göra olika former av nitar, ändra bara formuppsättningen. Till exempel från runda huvuden till platta huvuden. Påverkan av denna maskin är tillräcklig. Oavsett om det är aluminium, koppar eller järnmaterial, kan det trycka ut vanliga huvuden utan sprickor eller deformation.

Produktinformation
Nitmaskinen använder huvudsakligen den kalla rubriken för att omvandla tråd till fasta nitar. Denna process innebär att mata tråden, räta ut den, skära den i exakta tomma ämnen och sedan forma nithuvudet. Maskinen använder högt tryck med en stans för att extrudera och klippa den ena änden av tomten i mögelhålan. Den kalla rubrikprocessen får metallen att växla och därmed bilda den karakteristiska formen på nithuvudet utan att behöva värma materialet.
Maskinen matar först trådstången (vanligtvis gjord av stål, aluminium eller kopparlegering) i den rätmekanismen för att eliminera eventuella krökningar. Sedan klipper precisionsmaskinen den rätade tråden i billetter med specifika längder. Dessa enheter med enhetligt storlek är råvarorna innan de går in i den kalla rubriken (för att bilda nithuvudena), och de är av avgörande betydelse.
Många nitmaskiner är utrustade med en trimstation omedelbart efter den upprörande processen. Detta steg kan ta bort de små burrarna eller skarpa kanterna som bildas vid kanten av det nya nithuvudet (överskottsmetallen pressas ut mellan stansen och matrisen). Trimning säkerställer att nithuvudet har en tydlig kontur och en konsekvent diameter, vilket är avgörande för korrekt installation och utseende.