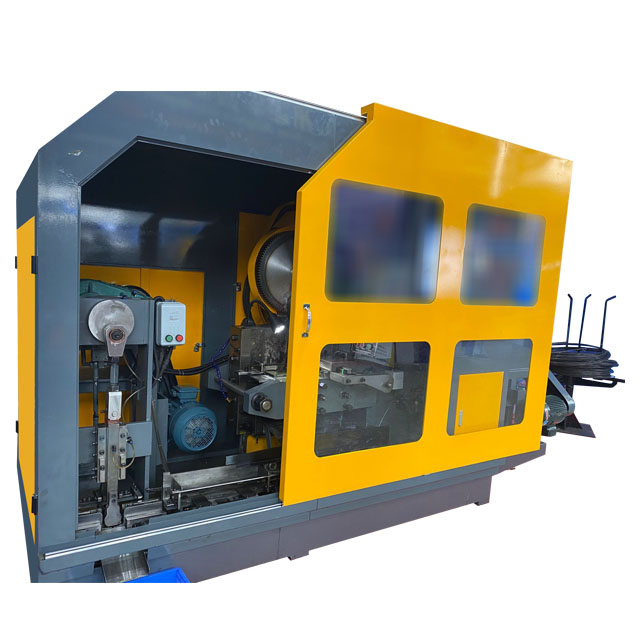
Ronen®5 Die 6 Station Bolt Former slutför produktionen av bultämnen i sex på varandra följande steg: trådkapning, extrudering, huvudformning och trimning. Det kräver inte att leverantörer köper extrautrustning eller komponenter separat. Ladda bara tråden, ställ in specifikationerna på panelen, så kan maskinen arbeta kontinuerligt.
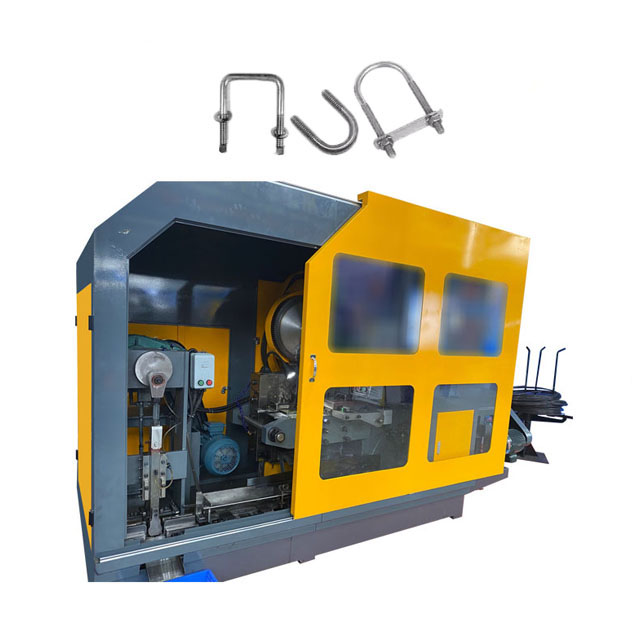
5 Die 6 Station Bolt Former använder fem uppsättningar av formar och sex på varandra följande arbetsstationer för att kallextrudera metalltråden till relativt komplexa bultämnen. Den kan hantera vajrar av olika storlekar och är lämplig för att tillverka bultar med stegade delar och specialformade huvuden.
5 Die 6 Station Bolt Former är en avancerad kallstyrningsmaskin speciellt designad för tillverkning av komplexa eller stora bultar. Den använder fem formar och sex stationer för att utföra en serie operationer på trådämnet. Ytterligare stationer möjliggör ytterligare steg som kantklippning, hålslagning eller multipel finbearbetning, vilket möjliggör skapandet av komplexa huvudgeometrier som enkla maskiner inte kan uppnå.
Denna process börjar med att mata trådspolarna in i 5 Die 6 Station Bolt Former. Tråden rätas först av en rätningsmaskin för att eliminera eventuella böjningar, och skärs sedan till specifika längder med en precisionsskärmaskin för att bilda ämnen. Konsistensen på ämnena är avgörande eftersom det ger den nödvändiga exakta metallvolymen för de efterföljande multipla formningsstegen.
De flera stationerna i Bolt Former kan utföra specialiserade operationer. Detta inkluderar att skapa initiala fördjupningar för drivspåret, extrudera de olika delarna av stångsektionen, trimma gradmaterialen och slutligen forma hela huvudkonturen. Detta steg-för-steg tillvägagångssätt är avgörande för komplexa huvudtyper.
Försäljningsargumentet för 5 Die 6 Station Bolt Former är att den kan producera komplexa bultar med relativt stabil noggrannhet. De sex arbetsstationerna har tydligt definierade uppgifter: 1:a arbetsstationen för matning och skärning, 2:a arbetsstation för att initialt forma huvudformen, 3:e arbetsstation för förstämpling av detaljerna på huvudet, 4:e arbetsstation för att bearbeta stegen eller spåren i stavdelen, 5:e arbetsstationen för att precist pressa huvudet och stavdelen för att säkerställa att huvudet och stavdelen möter den sista delen, dimensioner.
| Modell | Enhet | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-130S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Smidesstation | INGA. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Smideskraft | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max.cut-off dia | mm | Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Max.klipplängd | mm |
80 |
80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Utgångshastighet | st/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Huvudsaklig ramslag | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Huvudmotoreffekt | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Övergripande dämpning av avskuren tärning | mm | Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Övergripande dämpning av stansform | mm | Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Övergripande dämpning av huvudmatrisen | mm | Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Die pitch | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Cirka vikt | Ton | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Tillämplig bult dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 8-12,7 | 8-12,7 |
| Skaftlängd på ämnet | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Övergripande dimrar | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |